
A factory’s success depends on how well it manages operations. With the fast pace of today’s industry, the need for precision, control, and efficiency grows.
Manufacturing Execution Systems (MES) play a critical role in helping factories operate at their best.
These systems offer tools that allow managers to keep production processes running smoothly, reduce waste, and ensure product quality.
Factories that use these solutions benefit from greater productivity and faster problem-solving.
Key Points
- MES improves factory operations by increasing efficiency.
- Systems provide real-time data for better decision-making.
- MES reduces waste and ensures quality.
- Factories benefit from predictive maintenance and advanced analytics.
- Systems help transition toward smart factory concepts.
What is a Manufacturing Execution System?
A Manufacturing Execution System (MES) plays a significant role in helping industries perform better. They need accurate, up-to-date information to avoid mistakes and keep things running efficiently. It provides a central platform where managers can track, monitor, and adjust operations in real time.
A manufacturing execution system enables businesses to stay agile, quickly addressing issues before they escalate. The Manufacturing Execution System offers various solutions for manufacturing operations, with ProManage standing out through its innovative Cloud Next-Gen MES platform.
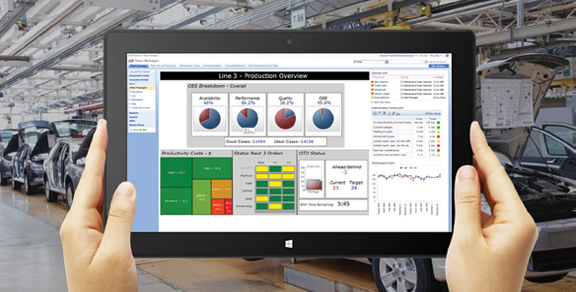
It also allows manufacturers to track every step in their production cycle. Information about machine performance, production schedules, and quality control becomes easy to access. With real-time data available, managers can make better decisions, optimize output, and reduce downtime.
The Key Benefits of Using MES
Factories today face a wide range of challenges. They must meet customer demand without sacrificing quality or efficiency. MES offers key solutions to address these issues. The benefits go beyond simple data collection.
- Improved Efficiency: With access to real-time data, factory operations can be fine-tuned to ensure maximum output with minimal waste. The system detects inefficiencies and provides alerts when machines or processes fall behind.
- Quality Control: It monitors production quality throughout the entire process. The system can flag potential issues before they become bigger problems. By identifying defects early, they can avoid costly rework.
- Cost Reduction: The ability to streamline operations leads to cost savings. Waste is minimized, and machine downtime is reduced. Both of these factors lower production costs, allowing factories to be more competitive.
- Compliance Management: Many industries have strict regulations that companies must follow. MES provides detailed reports on production processes and quality control. This makes it easier to meet industry standards.
- Real-Time Insights: Factory managers get access to data as soon as it is available. The system provides detailed insights into machine performance, production output, and potential problems. Decisions can be made faster, leading to better results.
How MES Helps Improve Productivity

Every stage of the production process is monitored and optimized.
One of the biggest advantages is predictive maintenance. Factories can avoid costly breakdowns by fixing issues before they cause problems. MES collects data from machines, and it can alert managers when a machine needs maintenance.
Another critical benefit lies in how MES optimizes the use of materials. Factories lose money when raw materials go to waste. With MES, they can track material use in real-time, reducing waste and cutting costs.
The Role of MES in Achieving Smart Factories
The concept of the smart factory continues to gain momentum. MES plays a vital role in making factories more intelligent.
By integrating IIoT (Industrial Internet of Things) and advanced technologies like AI (Artificial Intelligence), MES helps factories move towards smart factory status. ProManage, for instance, uses such tools to offer predictive maintenance, predictive quality control, and advanced analytics to drive better results.
Smart factories use data to enhance their operations. It ensures that data flows seamlessly between machines, people, and systems. This leads to a more agile and responsive production environment.
Why Data Matters in Factory Operations
Data is the backbone of modern production. Factories that leverage data can reduce mistakes, improve decision-making, and operate more efficiently. MES acts as the central hub for collecting and analyzing data. Managers can access critical information about factory performance at any time.
Gathered data helps factories plan better. Instead of reacting to problems, managers can predict potential issues before they happen. Predictive analytics provided by MES helps identify trends and areas for improvement.
Another key role of data involves ensuring compliance with industry regulations. Factories must meet strict guidelines when producing goods. MES provides a clear audit trail for every product that leaves the factory. If something goes wrong, managers can trace the issue back to its source.
Enhancing Factory Flexibility with MES
Factories need to be flexible to adapt to changing market demands. MES provides the tools needed to manage different production lines and shifts. Whether a factory produces large batches or custom orders, MES can adjust to meet production needs.
MES helps factories remain flexible by allowing quick changes to production schedules. If customer demand shifts, they can adjust without significant downtime. Managers have the ability to control every step of the process from one system.
Increased flexibility leads to higher customer satisfaction. Factories that can meet customer demand quickly and efficiently have a competitive edge. MES enables them to handle more orders without sacrificing quality or speed.
The Next Level of Factory Operations
As industries embrace new technologies, MES will play a key role in integrating them into production processes. Factories that adopt MES early will stay ahead of the curve.
ProManage, a leader in this field, already supports manufacturers with advanced solutions like predictive maintenance and AI-driven analytics. Factories that partner with companies like ProManage can move towards smarter, more efficient production models.
Conclusion

Manufacturing Execution Systems are more than just tools for tracking production. They enable factories to operate at peak efficiency by providing real-time insights, optimizing processes, and reducing waste. Industry that uses MES can improve productivity, lower costs, and ensure quality. MES will continue to evolve, playing a critical role in the smart factories of tomorrow.
By following the guidelines provided, you can see that every aspect of factory management becomes easier and more efficient when using MES. From reducing waste to enhancing flexibility, MES provides a clear advantage in today’s manufacturing world.






